NECESSIDADE DO TRATAMENTO TÉRMICO
A presença de tensões residuais em componentes de engenharia pode alterar consideravelmente características do material como capacidade de resistir a carregamentos, resistência à fratura e vida em fadiga. Estas tensões são geradas por escoamentos parciais localizados que ocorrem durante o ciclo térmico da soldagem, podendo ser trativas ou compressivas, dependendo da região considerada (zona fundida, afetada termicamente, material de base) e de alguns fatores tais como aporte térmico, pré-aquecimento, grau de restrição da junta, quantidade de passes de solda, velocidade de soldagem, etc.









BENEFÍCIOS
Este tipo de tratamento térmico promove o alívio de tensão da junta soldada reduzindo, substancialmente, os elevados níveis de tensões que ocorrem durante soldagem devido às transformações metalúrgicas, contrações e restrição dimensional que sofrem o material de base devido à solidificação da solda. As transformações de fases que ocorrem nas soldagem geram tensões devido à ampliação de volume que ocorre durante a transformação da austenita para ferrita, bainita perlita ou martensita. Desta forma, uma junta soldada à região da ZTA (Zona Termicamente Afetada) – que passa por transformações microestruturais – apresentará tendência a expandir-se, porém ficará impedida pelo restante do material mais frio e não transformado.


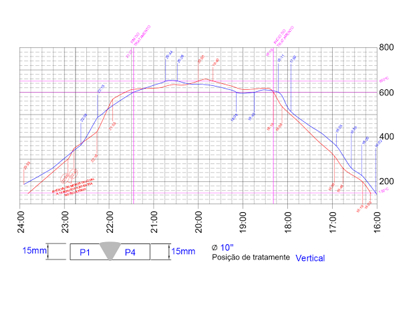
TRATAMENTO TÉRMICO LOCALIZADO - MÉTODO RESISTIVO
Execução de ciclo térmico de aquecimento e resfriamento controlado, atendendo rigorosamente normas e procedimentos
aplicáveis, resultando na obtenção das propriedades mecânicas com valores desejados (ex: dureza, tenacidade, ductilidade,
escoamento, alongamento, etc.). Normalmente aplicado após o processo de soldagem ou reparos de solda, tais como
juntas em tubulações, feixes de permutador, virolas de tanques, vasos de pressão, moinhos de bola, mancais etc.
Vantagens
Elimina as tensões internas que se originam durante a deformação plástica ou durante a soldagem. Melhora as
propriedades elásticas do material fortemente encruado. Alivia e remove as tensões internas. Corrige as excessivas durezas
e fragilidade do material. Aumento da ductilidade.


PRÉ-AQUECIMENTO
Aquecimento controlado que permite minimizar o gradiente térmico no metal de base (chapa) e reduz o nível de tensões
finais resultantes do ciclo de soldagem.
Vantagens
Uniformidade da temperatura em toda espessura da Chapa; Concentração do calor uniforme na região do cordão de solda;
Elimina a possibilidade de trincas no passe de raiz devido à homogeneidade de temperatura;
PÓS-AQUECIMENTO
Também conhecido como “Tratamento Térmico de Desidrogenização” ou “Desgaseificação”, este tratamento possibilita a
eliminação do hidrogênio presente no cordão de solda, com a elevação da temperatura da região a ser tratada.
Vantagem
Evita a fragilização do material pela retirada de moléculas de H2.

